
Learn how bearing performance testing, temperature monitoring, and failure analysis helped identify a hidden seal design issue in axle box bearings and improve thermal performance in high-speed railway applications.
Temperature is one of the most important indicators of bearing operating condition. Excessive temperature rise can lead to lubricant degradation, accelerated wear, reduced service life, and even unexpected failures.
For critical applications such as high-speed railways, bearing temperature monitoring and performance testing are essential for ensuring long-term reliability and operational safety.
This case study demonstrates how a combination of bearing temperature testing, failure analysis, and performance validation helped identify the root cause of abnormal temperature rise in axle box bearings and led to a successful design improvement.
During service operation of a high-speed train fleet, multiple axle box bearings triggered temperature alarms through the onboard bearing monitoring system.
Several bearings recorded temperatures exceeding 115°C, while one bearing reached 121°C, surpassing the warning threshold.
In addition to elevated temperatures, temperature differences between bearings on the same vehicle exceeded 60°C in some cases.
These abnormal readings raised concerns regarding bearing reliability and required further investigation through comprehensive testing and analysis.
A systematic investigation was conducted to determine the source of the temperature rise.
One of the first steps in bearing failure analysis is evaluating lubrication condition.
Grease samples collected from failed bearings were examined for:
Laboratory analysis confirmed that the lubricant remained within specification and showed no signs of contamination or degradation.
As a result, lubrication failure was ruled out.
The bearings were disassembled and inspected.
Engineers evaluated:
No abnormal wear, damage, or dimensional issues were identified.
The wheelset also showed no signs of excessive vibration or polygonization that could contribute to abnormal heating.
Further investigation revealed that excessive grease was sometimes applied during assembly.
In several cases, grease was found covering the bearing vent valves.
This observation became a key clue in the investigation.

The axle box bearing used a contact seal design with spring-loaded sealing lips.
Under normal conditions, vent valves allow pressure equalization between the bearing interior and the external environment.
However, when vent valves become blocked by grease, the situation changes significantly.
As rotational speed increases, internal bearing temperature rises.
Without proper venting, internal pressure gradually accumulates.
The increased pressure forces the sealing lips into stronger contact with the mating surfaces.
This creates additional friction inside the sealing system.
The result is a continuous increase in heat generation.
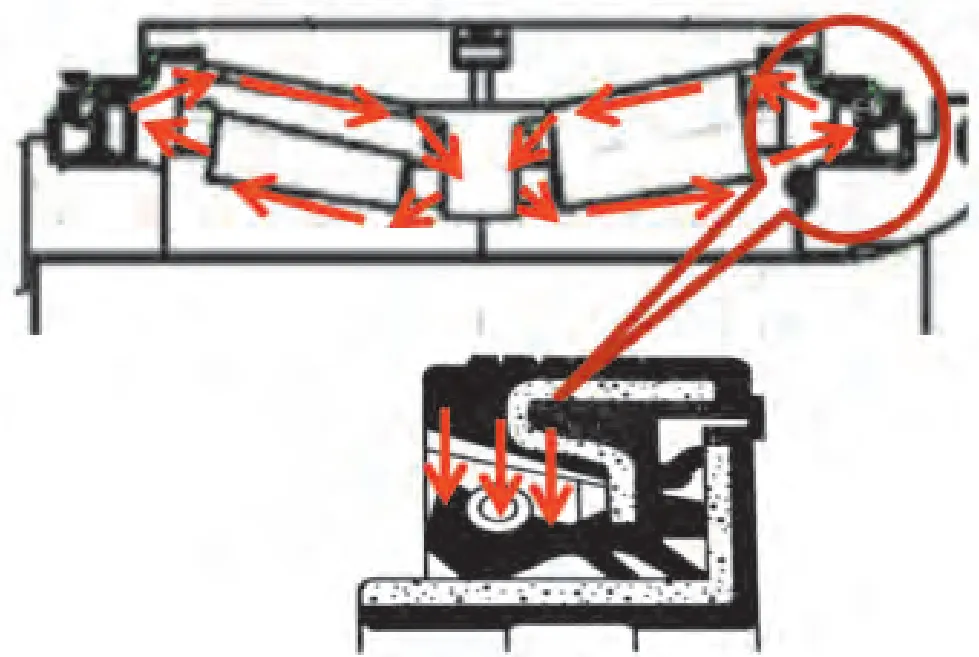
The bearing relied on vent valves to equalize internal pressure. When these vent valves became blocked by grease, pressure accumulated inside the bearing during operation.
The increased pressure caused higher seal friction, generating additional heat and leading to abnormal temperature rise. Test results confirmed that vent valve blockage was the root cause of the overheating problem.
To verify the hypothesis, engineers conducted controlled testing using bearings identical to those used in service.
Two test conditions were evaluated:
Under normal venting conditions:
When all vent valves were intentionally blocked:
The testing results successfully reproduced the field failure and confirmed that vent valve blockage was the primary cause of the abnormal temperature rise.
This case highlights the importance of bearing performance testing and test validation in identifying failure mechanisms that may not be visible through inspection alone.
Schematic diagram of internal pressure in axle box bearing with normal and clogged vent valve
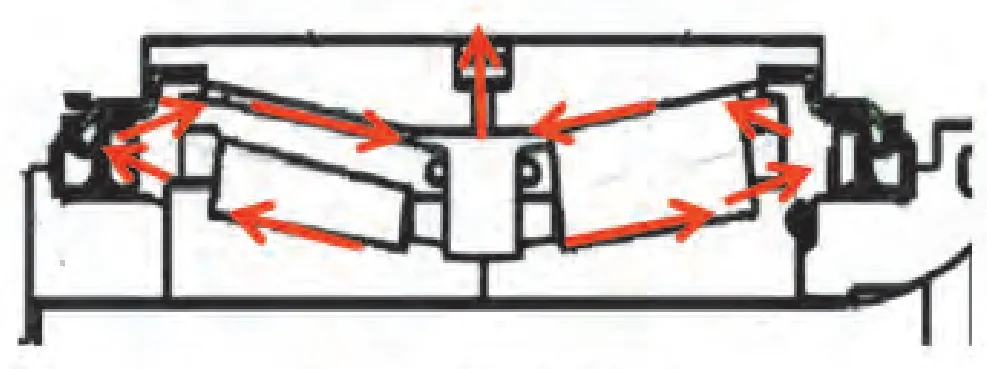
When the vent valve is functioning normally
When the vent valve is blocked
After identifying the root cause, engineers redesigned the sealing structure.
The original bearing utilized a spring-loaded contact seal.
Advantages:
Limitations:
The optimized design adopted a light-contact seal structure and eliminated the spring-loaded mechanism.
This modification allowed pressure equalization through the sealing interface itself, reducing dependence on vent valves.
Key benefits included:
The redesigned bearings completed a 100,000 km thermal performance test.
Results showed significant improvement:
|
Parameter |
Original Design |
Improved Design |
|
Maximum Temperature |
70.5°C |
46.6°C |
The optimized design reduced maximum operating temperature by approximately 24°C.
Additional environmental testing confirmed that the new seal design maintained effective protection against:
The sealing performance continued to meet railway application requirements.
Following laboratory validation, the improved bearings were installed on operating high-speed trains.
Field results demonstrated:
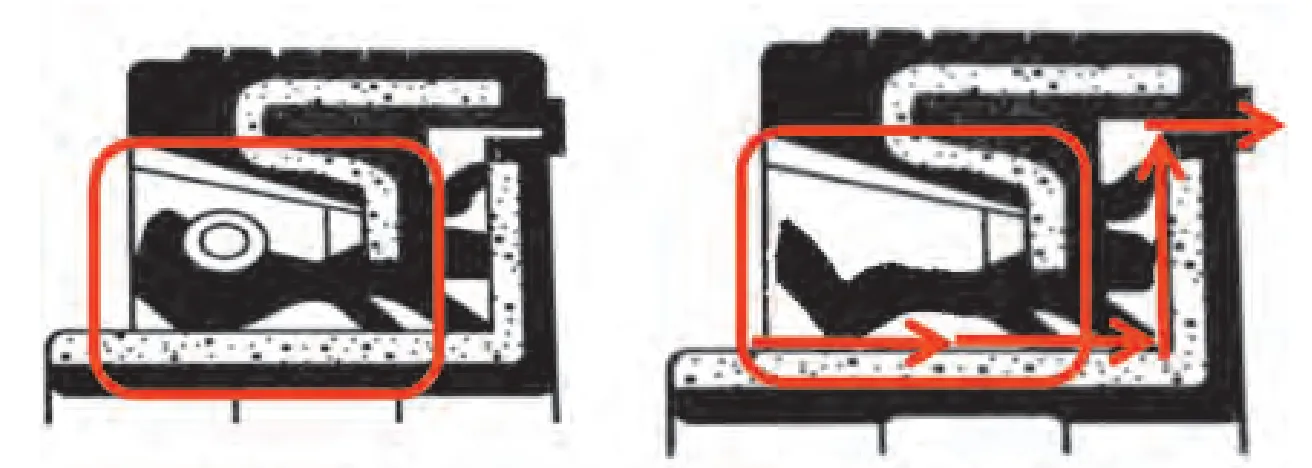
Schematic diagram of comparison before and after improvement of bearing seal structure
This project demonstrates how bearing testing equipment and performance validation methods can identify failure mechanisms that are difficult to detect through routine inspection alone.
Effective bearing evaluation often requires a combination of:
Bearing temperature monitoring
Performance testing
Reliability testing
Seal performance evaluation
Failure analysis
Controlled validation testing
By combining these methods, engineers can identify hidden design risks before they lead to operational failures.
Excessive temperature rise in axle box bearings was ultimately traced to a sealing-system issue rather than lubrication failure or component damage.
Through systematic bearing failure analysis and controlled performance testing, engineers identified vent valve blockage as the root cause of internal pressure build-up and excessive heat generation.
The optimized light-contact seal design successfully reduced operating temperatures while maintaining sealing performance, demonstrating the critical role of bearing testing and validation in improving bearing reliability.
1.Why is bearing temperature testing important?
Bearing temperature testing helps identify abnormal friction, lubrication issues, seal performance problems, and other factors that may affect reliability before failure occurs.
2.What equipment is used for bearing performance testing?
Common systems include bearing test rigs, temperature monitoring systems, durability testing equipment, and specialized bearing inspection instruments.
3.How can seal design affect bearing temperature?
Seal friction directly influences heat generation. Improper seal design or pressure build-up can significantly increase bearing operating temperature.
4.What is the purpose of bearing reliability testing?
Reliability testing validates bearing performance under simulated operating conditions, helping manufacturers verify product durability and identify potential design improvements.
5.How can bearing failure analysis improve product development?
Failure analysis helps engineers understand root causes, optimize designs, improve manufacturing processes, and reduce the risk of future failures.







