
High-speed angular contact ball bearings are widely used in turbochargers, machine tool spindles, aerospace equipment, and other demanding applications. Under high rotational speeds, friction, preload variation, and thermal expansion can significantly affect bearing performance and service life.
While engineers often focus on speed, lubrication, and load conditions, temperature differences between the inner and outer bearing rings are frequently overlooked.
Uneven thermal expansion can alter bearing clearance, increase preload, and generate excessive operating loads, eventually leading to premature failure.
This article presents a real-life bearing life testing case in which thermal imbalance between the bearing rings caused abnormal temperature rise and early failure. Through root cause analysis and test rig optimization, the problem was successfully eliminated and the target service life was achieved.
The tested component was a pair of face-to-face mounted angular contact ball bearings used in a turbocharger application. The bearings featured:
The bearings operated normally during the first 200 hours of testing.
However, after approximately 220 hours, the outer ring temperature of both test bearings increased suddenly from approximately 46°C to more than 100°C within one minute, triggering an automatic shutdown of the test system.
After restarting the test, a similar event occurred again at approximately 271 hours.Several observations immediately stood out:
The failure mode was identified as wear failure caused by excessive operating load rather than conventional fatigue damage.
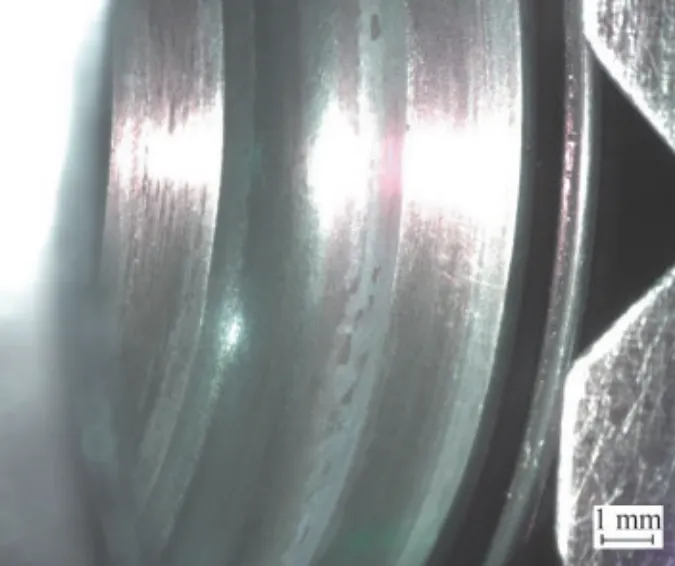
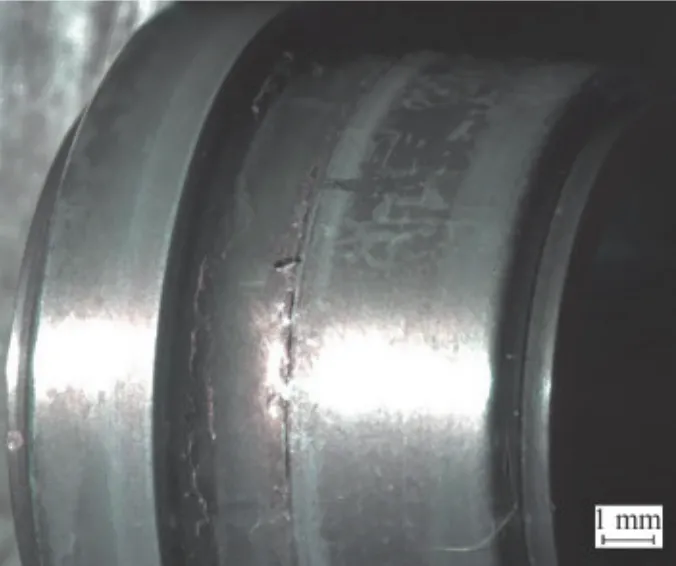
Outer raceway wear
Inner raceway wear
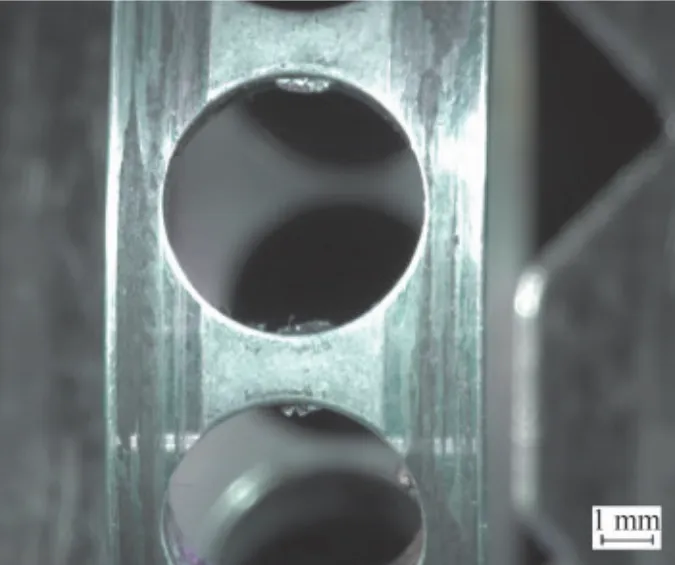
Cage wear
To identify the source of the abnormal load, engineers systematically analyzed all major influencing factors.
(1)Was Rotational Speed Responsible?
The first possibility examined was overspeed operation.
Although the bearings were rated for speeds up to 80,000 rpm, actual test speeds remained between 47,000 and 54,000 rpm throughout the test.
No abnormal speed fluctuations were detected.
Therefore, rotational speed was ruled out as the primary cause of failure.(2)Was the Cooling System Malfunctioning?
The bearing housing was equipped with water-cooling channels supplied with cooling water at approximately 45°C.
Temperature records showed that cooling water temperature remained stable during operation.
Only after the bearing temperature rose abnormally did the cooling water temperature increase, indicating that the cooling system reacted to the failure rather than causing it.
Therefore, cooling system malfunction was excluded.(3)Did Excessive Vibration Cause the Failure?
Vibration monitoring showed a temporary increase during testing.
However, the maximum vibration occurred approximately 30 hours before the abnormal temperature rise event.
This timing indicated that vibration was a symptom of changing operating conditions rather than the initiating cause of failure.(4)Were the Applied Loads Incorrect?
Both radial and axial loads were controlled by electric actuators and remained stable throughout testing.
The monitored loading values showed no significant deviation from the intended test conditions.
At first glance, excessive load appeared impossible.
However, post-failure inspection suggested that the bearings had clearly experienced loading conditions far beyond the intended design values.
This contradiction pointed to an important possibility:
the actual internal bearing load differed from the externally monitored load.
Further analysis revealed that temperature differences between the bearing inner and outer rings gradually altered the internal geometry of the bearing assembly.
Because grease lubrication provides relatively limited heat dissipation, the rotating inner ring operated at a higher temperature than the outer ring.
As temperature increased, the inner ring expanded more rapidly than the outer ring.
This differential thermal expansion gradually reduced bearing internal clearance.
The reduction in clearance increased contact stress between rolling elements and raceways, generating additional friction and wear.
The test rig used a floating-end design intended to accommodate thermal expansion.
However, excessive expansion of the outer ring reduced the available movement space.
As thermal growth accumulated, the floating end became increasingly restricted.
Once this compensation capability was reduced, internally generated axial forces could no longer be released effectively.
The result was an uncontrolled increase in actual axial load.
The failure mechanism can be summarized as follows:
Temperature Difference Between Rings
↓
Uneven Thermal Expansion
↓
Reduction of Bearing Clearance
↓
Increase in Preload and Internal Load
↓
Higher Friction and Heat Generation
↓
Rapid Temperature Rise
↓
Further Thermal Expansion
↓
Premature Bearing FailureAlthough external monitoring systems showed stable test parameters, the actual load acting inside the bearing increased dramatically due to thermal effects that were not directly measured.
To solve the problem, two major improvements were implemented.
The original solid shaft design was replaced with a hollow shaft structure incorporating internal airflow cooling.
This modification provided two important benefits:
As a result, temperature differences between the bearing rings were significantly reduced.
To ensure proper floating-end operation under elevated temperatures, the bearing seat clearance was increased from 8.8 μm to 11.5 μm.
This change allowed greater axial displacement during thermal growth and prevented the buildup of uncontrolled internal loads.
At the same time, clearance values remained within limits that avoided outer-ring slipping.Following implementation of the optimized design, a new set of bearings was installed and subjected to the same life testing procedure.
The results demonstrated a significant improvement:
Bearing temperatures remained stable throughout testing.
No abnormal temperature spikes occurred.
Vibration levels remained within acceptable limits.
Lubricant condition remained normal.
Bearing surfaces exhibited only expected wear patterns.
Most importantly, the bearings successfully completed the full 750-hour life test requirement without failure.

Bearings that failed at 200 hours

Bearings that failed at 750 hours
This case demonstrates that thermal effects can substantially alter actual bearing operating conditions even when all monitored test parameters appear normal.
For high-speed bearing applications, engineers should consider:
Ignoring these factors may lead to hidden overload conditions, accelerated wear, and premature bearing failure.
Premature failure of the tested angular contact ball bearings was ultimately traced to temperature differences between the inner and outer rings. Uneven thermal expansion reduced bearing clearance and compromised the floating-end compensation mechanism, causing actual internal loads to exceed the intended test conditions.
By improving heat dissipation and providing additional expansion allowance, the thermal load control issue was successfully resolved, allowing the bearings to complete the full life test without abnormal temperature rise.
For engineers involved in bearing testing, spindle design, or high-speed rotating equipment, effective thermal management is just as important as speed, lubrication, and load control in ensuring long-term bearing reliability.
Abnormal temperature rise in high-speed bearings can result from excessive preload, insufficient lubrication, poor heat dissipation, or unexpected internal loads caused by thermal expansion. In many cases, temperature differences between the inner and outer bearing rings gradually reduce internal clearance, leading to increased friction and heat generation.
Need to evaluate thermal behavior under real operating conditions? Contact our engineering team to learn more about bearing life testing and thermal performance evaluation solutions.
2. How does thermal expansion affect bearing performance?
Thermal expansion changes the dimensional relationship between bearing rings, rolling elements, shafts, and housings. When expansion is uneven, bearing clearance may decrease and preload may increase, causing higher contact stress, accelerated wear, and reduced service life.
Understanding thermal expansion is particularly important for high-speed spindles, turbochargers, and precision rotating equipment.
Our bearing testing systems help engineers monitor temperature, vibration, and operating conditions throughout the testing process to identify thermal-related risks early.
3. Why can bearing clearance decrease during operation?
Bearing clearance can decrease when the inner ring experiences a higher temperature than the outer ring. Because the inner ring expands more rapidly, the available internal clearance is gradually reduced.
If the reduction becomes excessive, rolling elements may operate under higher contact loads than originally designed, resulting in overheating and premature failure.
Looking for solutions to evaluate bearing clearance changes under high-speed conditions? Our testing equipment can support customized durability and performance validation programs.
Several measures can help prevent thermal-induced bearing failure:
References
[1] LI W L,ZHAO Z,NIU R J,et al. Failure of high speed angular contact ball bearings induced by inconsistent temperature difference between inner and outer rings[J]. Bearing,2026(3):67-72.







